Преимущества систем индукционного нагрева от компании Miller Electric

Индукционный нагрев в промышленности
Что такое термическая обработка металлов? Это процесс фазовых и структурных изменений в металле в следствии воздействия на него температурой в течении времени для придания требуемых свойств (твердость, хрупкость, вязкость, устойчивость к деформациям, износу и химической коррозии). Термическая обработка может разделяться на термическую, термомеханическую и химико-термическую. Собственно термическая обработка заключается только в термическом воздействии на металл или сплав, термомеханическая - в сочетании термического воздействия и пластической деформации, химико-термическая - в сочетании термического и химического воздействия. Непосредственно само термическое воздействие описывается скоростью и временем нагрева, температурой и временем выдержки, скоростью и временем охлаждения.Существует несколько широко известных способов термической обработки металлов, которые используются в промышленности - пламенный, электрический сопротивлением (контактный или косвенный), инфракрасный (радиационный) и индукционный. Каждый из них имеет как свои преимущества, так и свои недостатки. Применение каждого из способов обусловлено стоящими технологическими задачами, наличием существующего оборудования или необходимостью в его приобретении, а также наличием и стоимостью определенных энергоресурсов.
Сегодня мы хотим подробно остановиться на индукционном способе термической обработки металлов и обсудить уникальные технические решения, которые предлагает компания Miller Electric.
Давайте рассмотрим физику индукционного способа нагрева. Индукционный нагрев — это процесс нагрева проводящих материалов электрическими токами, которые индуцируются переменным магнитным полем индукторов.
Индукционный нагрев проводится следующим образом - вокруг электропроводящего изделия или рядом с ним помещается индуктор. В индукторе при помощи специального высокочастотного генератора, размещенного в источнике питания, наводятся токи, в результате чего вокруг индуктора возникает переменное электромагнитное поле. Электромагнитное поле индуктора наводит в заготовке вихревые токи (токи Фуко), которые и разогревают заготовку под действием джоулева тепла (закон Джоуля-Ленца). Металлы, обладающие ферромагнитными свойствами, в том числе железо и никель, нагреваются не только за счет токов вихревых токов, но и за счет перемагничивания ферромагнитных доменов. Однако по достижении температуры точки Кюри, примерно 760 0C, ферромагнитная составляющая индукционного нагрева исчезает и остается только нагрев за счет токов Фуко, причем интенсивность этого нагрева растет с ростом температуры, так как увеличивается омическое сопротивление металла.
Одним из ключевых параметров протекающего электрического тока по виткам индуктора, является его частота. Возникновение и величина индуцируемых в материале заготовки вихревых токов напрямую связаны с частотой тока индуктора: вихревые токи также являются переменными и имеют ту же частоту, что и протекающий по виткам индуктора ток, а величина плотности индуцируемых вихревых токов пропорциональна частоте тока индуктора.
По своей сути система индуктор-заготовка представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой, а заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки (от 0,1 до 10 мм), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Таким образом индукционный нагрев всегда значительно эффективнее и быстрее остальных видов нагрева за счет того, что максимальная температура создается не на поверхности детали, а на глубине проникновения электрического поля, в месте перехода индукционного нагрева в нагрев с помощью теплопередачи.
Несмотря на все многообразие возможных применений индукционного нагрева в промышленности (плавка, сварка, пайка, нагрев и термообработка, закалка), мы будем рассматривать только два основных вида исходя из возможностей предлагаемого нами оборудования Miller Electric - нагрев до температур 200 - 400 0С (например, предварительный и сопутствующий подогрев для сварки) и термическую обработку до 788 0С (например, отпуск и нормализацию). В связи с тем, что компания Miller Electric специализируется на сварочном оборудовании и техническом обеспечении сопутствующих сварке технологий, выпускаемое оборудование предназначено, в первую очередь, для удовлетворения потребностей именно сварочного производства.
- Компания Miller Electric выпускает системы индукционного нагрева как с воздушным охлаждением индукторов, так и с жидкостным. Источник питания Proheat 35 является унифицированным для всех индукционных систем. Мощность источника составляет 35 кВт. Источник имеет два канала с независимой регулировкой и возможностью вывода полной мощности на любой из каналов. Большое многообразие дополнительных принадлежностей и аксессуаров обеспечивает выполнение различных технологических задач, удобство эксплуатации и обслуживания.
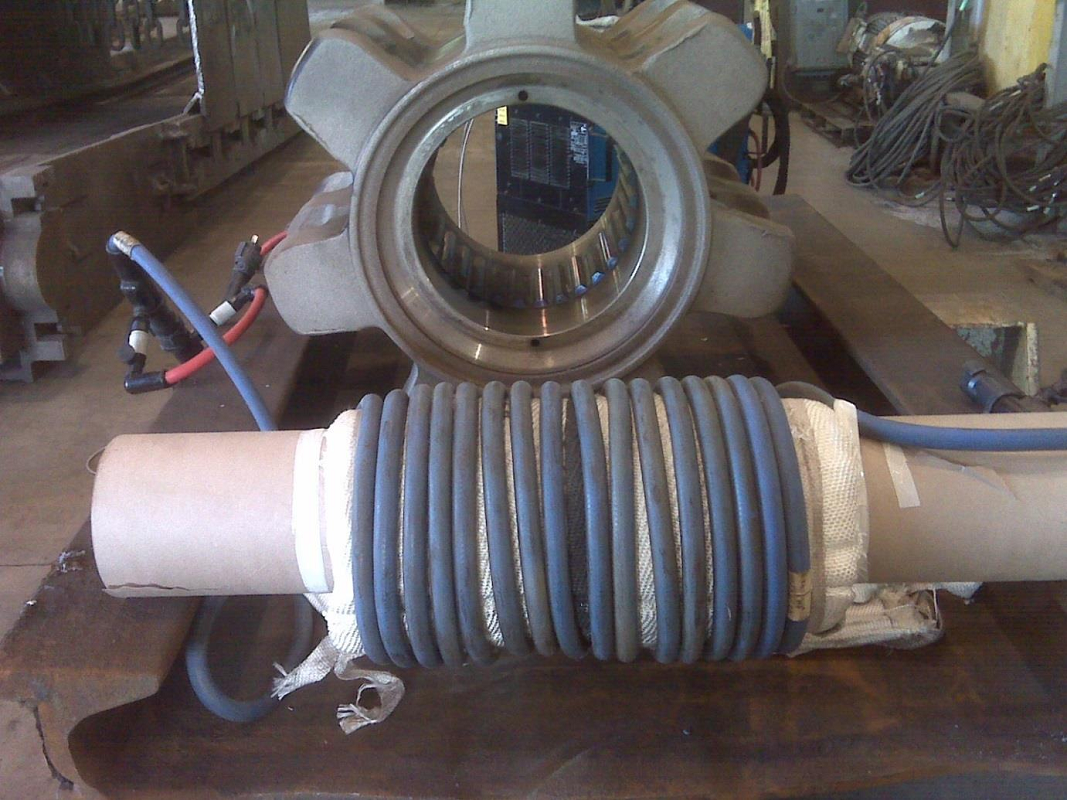
- Для задач нагрева движущихся изделий (в частности, тел вращения) до 400 0С выпускается роликовый индуктор. Индуктор подключается к системе Proheat 35 с жидкостным охлаждением.
- Специально для монтажных организаций выпускается уникальный блок для индукционного нагрева ArcReach Heater, который может работать от обычного сварочного источника ArcReach XMT 350 FeildPro. Блок является одноканальным и выдает мощность до 8 кВт.
Основные области применения
- Строительство и ремонт магистральных и технологических трубопроводов
- Нефтеперерабатывающая и нефтехимическая промышленность
- Изготовление котельного оборудования
- Изготовление сосудов, работающих под давлением
- Производство и монтаж металлоконструкций
- Судостроение
Достоинства индукционного способа нагрева
- Компактность и мобильность. Возможность использования в любом месте.
- Максимальная производительность. Высокая скорость нагрева.
- Энергетическая эффективность. КПД около 90%. (40-45% при пламенном или радиационном нагреве).
- Высокая точность контроля и автоматизации управления. Малая тепловая инерционность. За счет возможности мгновенного включения/выключения процесс является максимально контролируемым.
- Экологическая чистота. Нет продуктов горения, токсичных выбросов, шума.
- Повышение безопасности. Не открытого горения, открытых горячих поверхностей.
Система Proheat 35 с воздушным охлаждением
Система индукционного нагрева с воздушным охлаждением ProHeat 35 специально спроектирована для задач предварительного нагрева цилиндрических и плоских изделий с максимальной температурой до 204 °C. Источником питания этой системы является источник Proheat 35, который может быть установлен на штатную тележку с колесами для удобства перемещения по цеху или монтажной площадке. Источник питания ProHeat 35 имеет встроенный контроллер температуры, который обеспечивает ручное или автоматическое управление процессом нагрева с использованием до 4 контрольных термопар. Обладая высокой энергоэффективностью - более 90%, источник питания ProHeat 35 передает больше энергии на изделие, уменьшая эксплуатационные расходы относительно других методов предварительного нагрева. Источник питания ProHeat 35 имеет два независимых выхода (канала) и может работать одновременно с одним, двумя (соединенными параллельно) или четырьмя (соединенными последовательно/параллельно) индукционными одеялами одновременно.Вес источника составляет 103 кг. Габаритные размеры 933 х 522 х 699 мм. Потребляемая мощность 39 кВт при трехфазном подключении. Температурный режим эксплуатации от -40 °C до +55 °C.
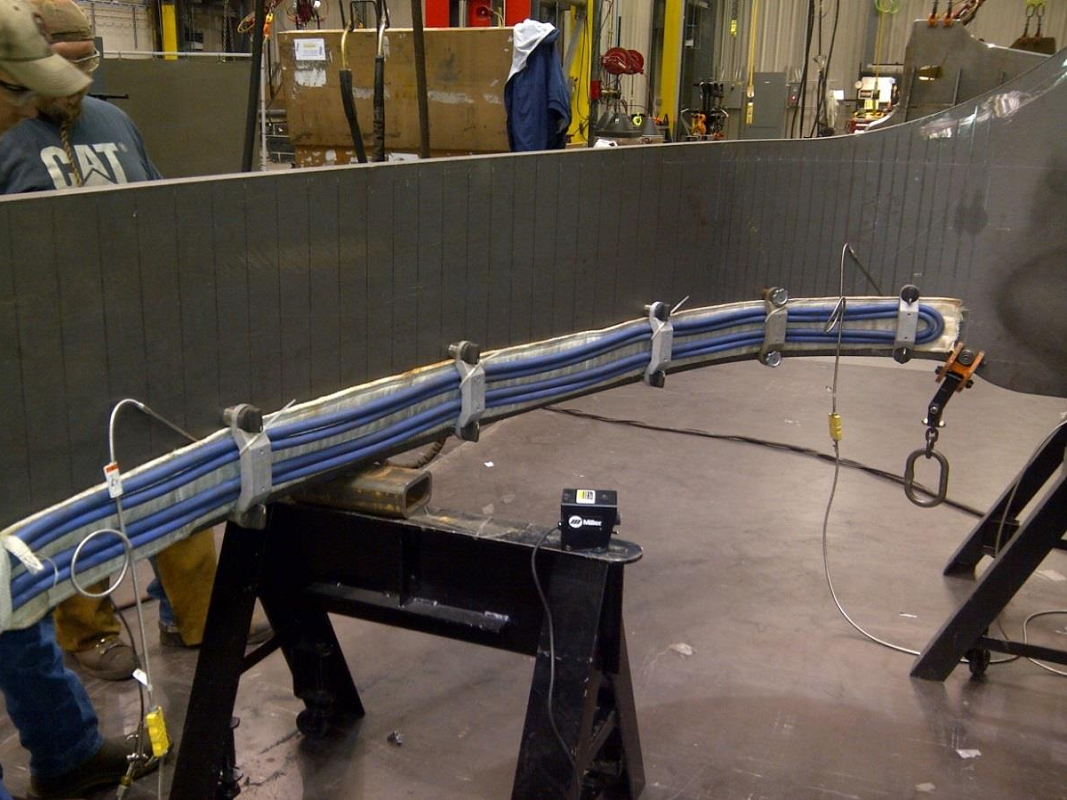
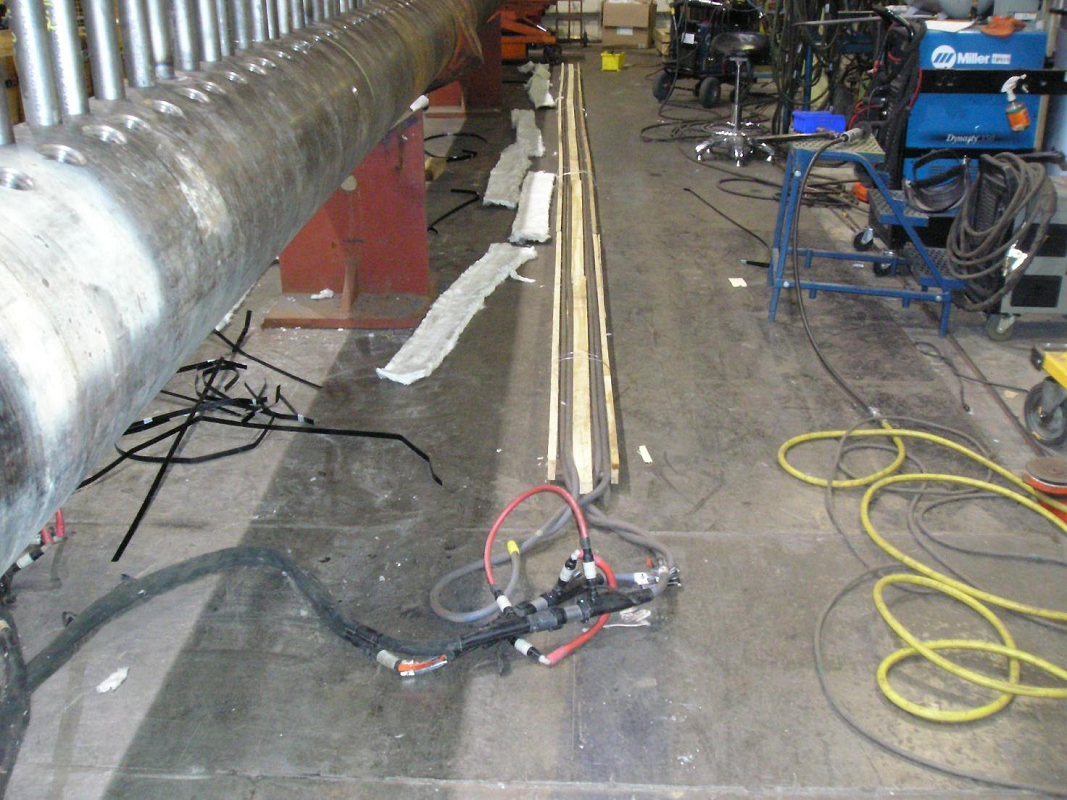
Выходные соединительные кабели с воздушным охлаждением позволяют проводить работы на удалении от 7,6 до 22,9 метров от источника питания. Кабели имеют специальную термостойкую изоляцию и выдерживают нагрев до 200 °C.
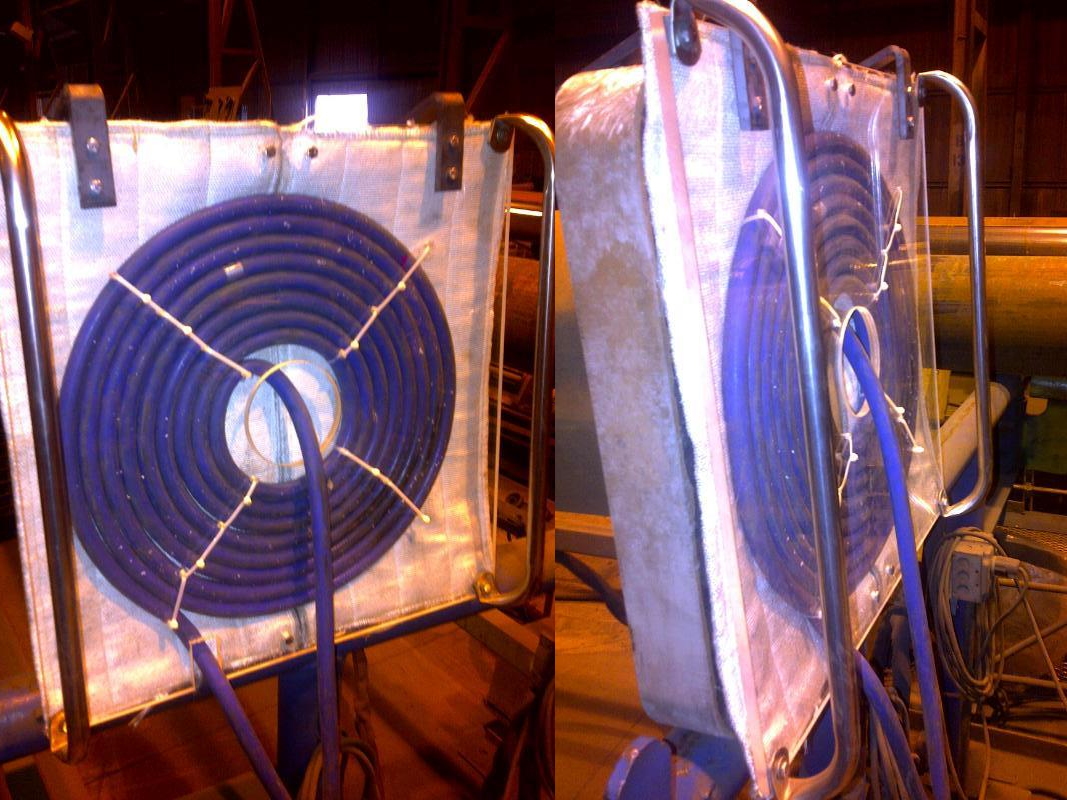
В качестве нагревательных элементов производитель предлагает индукционные одеяла с кевларовых чехлах, а также нагревательные кабели длиной от 9,1 до 24,4 м. Индукционные одеяла изготавливаются в различных типоразмерах и адаптированы для применениях на трубе. Одеяла имеют удобные завязки для фиксации и унифицированные типоразмеры для применения на трубах диаметром от 220 мм до 1520 мм. Нагревательные кабели за счет своей гибкости позволят укладывать их в различных конфигурациях и формах. Для нагревательных кабелей с воздушным охлаждением предусмотрены отдельные кевларовые чехлы для защиты от попадания сварочных брызг и механических повреждений во время монтажа и эксплуатации.
Дополнительно установка может быть укомплектована удлинительным кабелем для подключения до 6 термопар типа К, 6-ти или 12-ти канальным самописцем и пультом дистанционного управления.

Система Proheat 35 с жидкостным охлаждением
Основным отличием системы индукционного нагрева с жидкостным охлаждением является возможность нагрева изделий до более высоких температур - до 788 °C. Жидкостное охлаждение необходимо для отвода тепла от индуктора, так как он сильно нагревается во время работы при поглощении собственного излучения и теплового излучения от нагреваемого изделия. Для снижения теплового воздействия на индуктор необходимо обязательно применять тепловую изоляцию между изделием и индуктором. Она обеспечит снижение нагрева индуктора, а также снизит потери тепла самим изделием. Принципиально система с жидкостным охлаждением расширяет технологические возможности применения оборудования и позволяет проводить не только предварительный и сопутствующий подогрев, но и последующий отпуск или нормализацию после сварки без переустановки нагревательных элементов. Дополнительно появляется возможность использования роликового индуктора для изделий, которые перемещаются во время нагрева относительно индуктора.Схема работы системы индукционного нагрева с жидкостным охлаждением абсолютна идентична схеме нагрева с использованием нагревательных элементов с воздушным охлаждением, помимо появления блока жидкостного охлаждения изменяться соединяющие кабеля и нагревательные элементы. В качестве нагревательных элементов предлагаются нагревательные кабели с жидкостным охлаждением длиной 9,1, 15,2, 24,4, 42,7, 48,8 метров и возможностью их использовать при последовательном и параллельном подключении и источнику питания.
Одними из главных преимуществ использования гибких нагревательных элементов является универсальность их использования - возможность повторить контур практически любого изделия, простота в их монтаже и долгий срок использования в отличии от керамических нагревательных элементов.
У Вас наверняка возникнет вопрос как регулировать температуру по различным зонам нагрева. Это достаточно просто - можно раздвигать витки обмотки индуктора наверху (там, где нагрев увеличивается за счет конвективных тепловых потоков) и сдвигать их внизу. Эти небольшие технологические хитрости и приемы постигаются во время практического обучения и использования оборудования и они не представляют из себя ничего сложного.
Индукционные системы нагрева дают возможность нагреть практически любое изделии из любого материала, применяя на практике простые физические принципы передачи тепла от более нагретого объекта к холодному. Например, мы можем нагреть алюминиевое изделие, если приложим к нему металлическую плиту или форму и будем нагревать именно ее, а за счет контакта через поверхность тепло будет передаваться к основной детали. Таких примеров и возможностей применения можно привести достаточно много, если просто задуматься.

Система Proheat 35 с роликовым индуктором
Существуют задачи, где необходимо нагреть либо вращающееся изделие (например, сварка кольцевых швов обечаек на кантователе), либо провести нагрев перед местом сварки когда сварочный автомат перемещается по изделию (например, сварка продольных швов на трубном стане). Можно сделать кондуктор необходимой формы и разметить на нем индукционный кабель. Но есть и более интересное решение - роликовый индуктор. Роликовый индуктор представляет из себя каретку, в которой размещен индуктор, который выдает до 35 кВт тепловой мощности на площади 180 х 200 мм. За счет колес поддерживается постоянное расстояние около 10 мм до нагреваемой поверхности. В связи с большой интенсивностью и высокой скоростью нагрева, а также отсутствием какой-либо тепловой изоляции между роликовым индуктором и изделием требуется жидкостное охлаждение. По этим же причинам температура нагрева ограничена значением 315 °C.Для удобства применения роликовый индуктор поставляется в сборе с шланг-пакетом длиной 9,1 или 18,2 метров, состоящем из соединительных кабелей с жидкостным охлаждением, удлинительного термопарного кабеля в кевларовом чехле. Термопарный кабель в шланг-пакете подключается к роликовому индуктору и измеряет его температуру, при необходимости снижая выходную мощность источника и защищая индуктор от перегрева.
Для работы в автоматическом режиме измерения и контроля температуры нагреваемого изделия роликовый индуктор может быть дополнительно укомплектован инфракрасным датчиком температуры. Для применение роликового индуктора на стендах с вращающимися изделиями мы рекомендуем устанавливать специальный датчик вращения, который является дистанционным выключателем источника в случае остановки вращения и дополнительно защищает индуктор от перегрева.

Сравнение скорости нагрева с использованием роликового индуктора и газовой горелки

Примеры применения роликового индуктора

Система нагрева ArcReach Heater
Учитывая, что большинство применений нагрева связаны с процессом сварки, компания Miller Electric разработало уникальное решение по предварительному и сопутствующему подогреву для сварки в монтажных условиях. Для этого решения в качестве источника питания используются стандартные сварочные источники, выпускаемые компанией для монтажного применения - мультипроцессный источник ArcReach XMT 350 FeildPro или сварочный генератор ArcReach BigBlue 700 Duo Pro.При подключении модуля ArcReach Heater появляется возможность проведения нагрева на температуру до 315 °C. Модуль изготавливается в специальном монтажном исполнении, имеет размеры 678 х 285 х 472 мм, вес 20 кг, имеет встроенный контроллер для проведения нагрева в ручном и автоматическом режиме. Максимальная мощность модуля составляет 8 кВт при ПВ 100%. К модулю можно подключить один или два нагревательных элемента, а также удлинитель термопарного кабеля с возможностью подключения до 6 термопар типа К. С модулем можно использовать два типа нагревательных элементов - обычные нагревательные кабели с воздушным охлаждением или специальные быстросъемные нагревательные одеяла для труб. Одеяла рассчитаны для применения на трубах диаметром от 38 до 250 мм.

Выводы
Индукционный нагрев является экологически чистым, безопасным, высокопроизводительным и экономически эффективным способом нагрева металлов. Компания Miller Electric предлагает оборудование для самого широкого спектра применения как в цеховых, так и в монтажных полевых условиях для проведения предварительного нагрева, а также последующей термической обработки сварных соединений. Использование гибких индукционных нагревательных элементов с воздушным и жидкостным охлаждением делает возможность применения оборудования практически неограниченным геометрией и конфигурацией изделия. Универсальность оборудования и его простота в обслуживании и эксплуатации дает значительные преимущества перед другими способами нагрева, а высокая надежность и качество выделяет оборудование Miller Electric среду других производителей.Преимущества приобретения оборудования для индукционного нагрева в компании ООО «ИТС-Инжиниринг»
Компания ИТС-Инжиниринг является официальным дилером продукции Miller Electric на территории Российской Федерации, наши специалисты прошли обучение по сервисному и регламентному обслуживанию оборудования, мы понимаем его технические возможности и технологический потенциал для применения в условиях различных производств. Мы готовы провести обучение по правильной эксплуатации, а также раскрыть "маленькие секреты" по его применению, накопленные в результате более чем за 10 лет работы с Miller Electric.- самые совершенные технологии
- отличное качество
- надежность и высокая производительность оборудования
- неприхотливость к условиям эксплуатации и отсутствие дополнительных затрат
- оперативная техническая поддержка по всем возникающим вопросам
Реализуя эти принципы в каждом нашем предложении или консультации мы предлагаем оптимальное решение поставленных задач для Вашего производства. Мы гарантируем безопасность, отличное качество, надежность и экономию. Купить любое сварочное и сопутствующее оборудование, оригинальные аксессуары и расходные материалы производства Miller Electric в Москве по доступной стоимости Вы можете в ООО «ИТС-Инжиниринг». Мы принимаем заявки на электронный адрес: sales@topweldcut.ru. Получить профессиональную консультацию можно по контактному телефону +7 (495) 660-62-72.
Фотогалерея