 фото")
Сварочная головка SAW (3,0 - 6,0)
-
 ДоставкаПо России транспортными компаниями, подробнее
ДоставкаПо России транспортными компаниями, подробнее -
 Есть вопросы?Консультация в WhatsApp. Вопросы-ответы
Есть вопросы?Консультация в WhatsApp. Вопросы-ответы
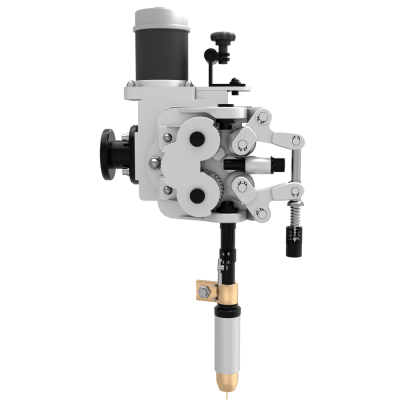
Головка для однодуговой автоматической сварки под флюсом (SAW) предназначена для подачи электродной проволоки и флюса в зону сварки при сварке кольцевых и продольных швов и при наплавке. Сварочная головка состоит из следующих узлов: мотор-редуктор подачи проволоки, правильно подающее устройство, набор роликов, токоподводящий узел, осевое сопло подачи флюса, лазерная указка. Головка устанавливается на системы перемещения, позиционирования и слежения. Это могут быть ручные или моторизованные суппорты, торец сварочной колонный или консоли, стойка портала или сварочного автомата и любое иное устройство для предварительной установки, перемещения и корректировки положения токоподвода относительно сварочного шва. Обращаем Ваше внимание, что крепление сварочной головки должно осуществляться только через диэлектрические изоляторы.
При выборе сварочной головки необходимо учитывать диаметр планирующейся к использованию сварочной проволоки. Чем больше диаметр — тем ниже рабочий диапазон скоростей подачи и наоборот, чем меньше диаметр — тем быстрее необходимо подавать проволоку. Именно поэтому сварочная головка комплектуется мотор-редукторами подачи с разным передаточным числом для проволок 1,6 — 2,4 мм и 3,0 — 6,0 мм.
- Скорость подачи в диапазоне 0,55 — 5,0 м/мин для проволок 1,6 — 2,4 мм
- Скорость подачи в диапазоне 0,25 — 2,5 м/мин для проволок 3,0 — 6,0 мм
Для удобства установки и последующей эксплуатации сварочные головки могут изготавливаться в «левом» или «правом» исполнении, необходимое исполнение уточняется при заказе.
В стандартный комплект поставки сварочной головки не входят суппорты и иные системы позиционирования и слежения, расходный флюсовый бункер, система сбора и рециркуляции флюса, видеонаблюдение, фонарь для дополнительного освещения, пульт управления и кабель управления.
В качестве источников сварочного тока рекомендуем использовать:
- для сварки на постоянном токе ASAW 630/1000/1250 II или ASAW 1000/1250 IV
- для сварки на постоянном или переменном токе ASAW 1000/1250 AC/DC
В зависимости от Вашей задачи мы готовы подобрать и предложить Вам оптимальную комплектацию оборудования для автоматической сварки под слоем флюса, учесть особенности его эксплуатации, пожелания по дополнительным функциональным возможностям.
- Отзывы о товаре отсутствуют.
🚚 Доставка по России
Доставим сварочное оборудование в любую точку РФ с помощью надёжных ТК или курьером по Москве и МО.
📍 По Москве и МО:
- В пределах МКАД — 500 ₽
- Бесплатно при заказе от 50 000 ₽
- По Подмосковью — по договоренности
🚚 По России:
Транспортные компании:
- Деловые Линии
- ЖелДорЭкспедиция
- ПЭК
- Байкал-Сервис
- EMS Почта России
Важно: доставка до терминала ТК в Москве — бесплатно.
📦 Как оформить доставку:
Письменное распоряжение на фирменном бланке с:
- Наименованием ТК
- Адресом доставки
- Контактным лицом
🏢 Самовывоз:
Москва, ул. Коптевская, д. 75Б, стр. 1
Пн–Пт: 09:00–18:00
При себе — доверенность.
📄 Документы:
- Счёт
- УПД
- Паспорт/инструкция
- Сертификаты
Пожалуйста, возвращайте УПД с отметкой о приёмке.
❓ Вопросы:
- Сроки: 2–14 дней по РФ
- Выходные: по договоренности
- Трекинг: трек-номер выдаём
- Отгрузка: через 1–2 дня после оплаты
💳 Оплата
Работаем только по безналичному расчёту.
Для физических лиц:
Оплата по счёту:
- В любом банке
- Через онлайн-банк
Нужно предоставить:
- ФИО
- Паспортные данные
- Адрес прописки
- Контакты
Для юридических лиц:
- ИНН/КПП
- Наименование
- Банковские реквизиты
- Контакты
Счёт действителен 5 календарных дней, если не указано иное.
📞 Контакты:
- Телефон: +7 (495) 660-62-72
- Email: sales@topweldcut.ru

 фото")
 фото")


 фото")



 фото")